
Composite manufacturing is changing fast, and advanced materials like ROHACELL foam core are a big part of that change. Many industries now need parts that are lighter, use less energy, and have a smaller environmental impact.
At the same time, manufacturing methods keep improving, and composites are being used in more high-performance products than before.
ROHACELL, a polymethacrylimide (PMI) foam, is one of the leading core materials in this space. It keeps improving so it can meet higher performance needs and fit newer production methods. It is also moving past its earlier focus on aerospace and is now used across many industries that need strong, light structures.
What Drives Future Trends in Composite Manufacturing with ROHACELL Foam Core Technology?
Several strong forces are pushing composite manufacturing forward with ROHACELL. These drivers connect with each other, and together they create constant demand for better materials and better processes.
Lightweighting Demands and Energy Efficiency Targets
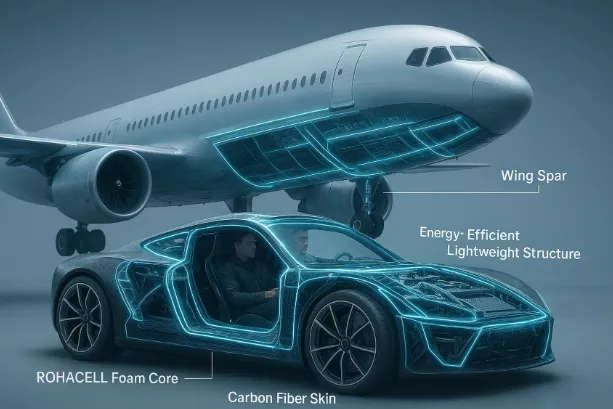
Making parts lighter is still one of the biggest goals in engineering. In automotive and transport, cutting vehicle weight by 10% can improve fuel efficiency by about 6-8% for combustion vehicles, or help electric vehicles (EVs go farther on a charge). In aerospace, every kilogram removed lowers fuel use, increases range, and can increase payload, which has large cost and emissions benefits.
ROHACELL cores also give added benefits beyond weight reduction. Their very light cell structure helps absorb impacts and reduce vibration, which can improve safety and comfort. Their heat resistance is also becoming more important, especially in EV battery packs where heat control affects performance and safety, and in building walls and panels where energy rules are stricter. Many projects now need core materials that do several jobs at once while still staying strong under changing loads.
Sustainability, Recyclability, and Low-Carbon Initiatives
The composites industry is being pushed to lower its environmental impact, both during production and at end-of-life. Foam producers are improving factory processes to cut waste and reduce energy use. Many newer plants use closed-loop systems that capture and reuse process materials instead of sending them out as waste.
A key step is making foams that can be recycled. Some high-performance foams are still hard to reprocess, especially if they use heavily crosslinked chemistry. But newer materials such as ROHACRYL® were created with recyclability as a main requirement. This “design for recycling” approach shows where product development is heading.
Bio-based foams are also growing. In 2025, they made up about 28% of new product developments and can cut production greenhouse gas emissions by roughly 38-40% compared to petroleum-based options. Regulations are also pushing change, including PFAS limits and the EU Green Deal. Programs like Germany’s EPP Loop aim for 75% material recovery by 2030, which makes end-of-life recovery a standard expectation.
Technological Innovations in Composite Processing
Composite production is steadily moving toward out-of-autoclave (OOA) methods. Processes like vacuum infusion and resin transfer molding (RTM) can cost less than autoclaves and can also make very large parts. This shift has led to newer ROHACELL grades that work well in OOA processing, focusing on very low resin uptake and strong dimensional stability under vacuum, rather than only high pressure performance.
Advanced manufacturing methods are also changing how composite structures are made. Additive manufacturing and automated fiber placement are becoming more common, so foam cores need to work with robotic handling, joining during the build, and repeated heating cycles.
PMI foams have a helpful advantage here: they can be thermoformed, so complex shapes can be formed with less machining. This reduces waste and makes shapes that are harder to achieve with machining alone. CNC machining is still needed for tight features and precision, but forming can handle much of the main shaping more efficiently.
Digital design tools are also being used more to plan core placement and thickness. This supports variable-density or variable-thickness core designs, where thicker or denser foam is placed only where loads are higher.
AI is starting to play a part in PMI foam production as well. For example, CHEM-CRAFT has filed a patent application (P.453046, August 2025) for an automated PMI plate production system that uses AI for real-time optimization and production forecasting. This shows AI being used directly in manufacturing, not just in design. It may help improve tolerances, reduce waste, and improve production planning. For more about advanced material solutions, visit https://chem-craft.com/.
Market and Application Expansion
High-performance foam markets are growing steadily. The market was valued at USD 1777 Million in 2025 and is expected to reach USD 2768.77 Million by 2033, at a CAGR of 5.7%. Some aggressive forecasts suggest it could reach USD 15.4 billion by 2035. This growth comes from wider use in many industries.
Automotive is about 35% of high-performance foam adoption, and construction uses around 30%. Aerospace, marine, renewable energy, and medical technology are also growing their use of structural foam cores for better performance in harsh conditions.
New uses keep appearing as engineers find more places where PMI foam performs well. Urban air mobility (UAM) vehicles, including eVTOL aircraft, are a strong growth area because they need extreme weight savings due to battery limits. Other growing areas include autonomous delivery systems, space launch vehicles that need lower mass for better payload fraction, and advanced prosthetics where low weight improves comfort.
These markets share similar needs: high performance at low weight, clear value even with premium material prices, and reliability that basic materials cannot provide.
Key Properties and Advancements of ROHACELL Foam Core Technology
ROHACELL foam cores stand out because they combine several useful properties and keep improving over time. These traits are what make them a common choice in high-performance composite parts.
Why ROHACELL Foam Cores Improve Composite Structures
PMI foams like ROHACELL® often outperform traditional core materials such as PVC or PET. One major reason is strong compressive creep resistance, even during high-temperature processes like RTM, infusion, and autoclave curing. This helps the core keep its shape during cure, reducing the risk of deformation that could weaken the final part.
ROHACELL also offers a strong stiffness-to-weight ratio, which is key for sandwich structures. Its heat stability and insulation properties help protect electronics and help manage heat during curing. It also provides high mechanical performance, including compressive strength, shear modulus, and creep resistance, which supports demanding structural use.
Another major benefit is its true closed-cell structure, which limits resin infiltration during lay-up or infusion. That helps keep part weight down and reduces wasted resin. Many grades are also built to meet strict requirements such as Flame-Smoke-Toxicity (FST), chemical resistance, and low outgassing, which matters in aerospace and medical uses. Some PMI grades can handle autoclave cycles up to 235°C and 0.7 MPa.
Application-Specific Cell Structures
Cell size and structure affect strength, resin uptake, and the surface quality of the final composite. Older PMI foams offered fewer options, usually aimed at broad use. Newer production methods allow tighter control of cell structure.
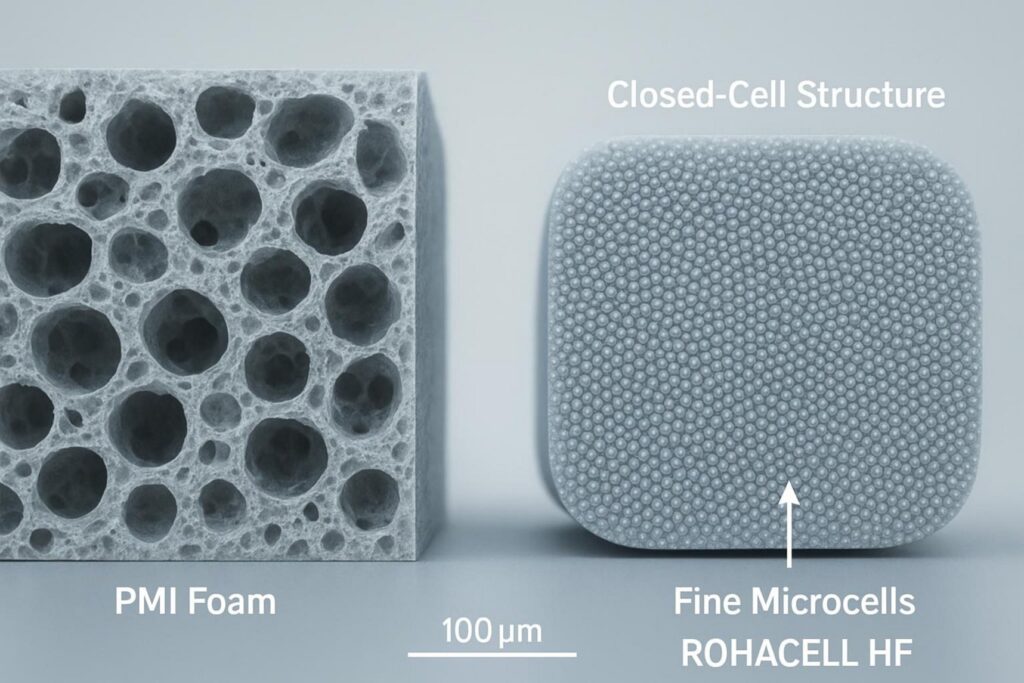
Today, ROHACELL grades can be made with cell structures set up for specific processes and end uses. For example, ROHACELL HF has a very fine cell structure. This helps keep resin uptake very low and supports sensitive uses such as antennas and radomes, where stable density and dielectric performance matter. It can also help in medical imaging, where consistent density affects image quality.
These improvements come from better control during foam production, so cell size can match the job instead of being a fixed outcome of basic chemistry.
Ultra-Low Resin Uptake and Weight Reduction
A well-known ROHACELL benefit is low and predictable resin uptake. This comes from its closed-cell structure, fine and consistent microcells, and tight manufacturing control. Since the cells are separate and not connected, resin cannot flow through the core. Resin interaction is mostly limited to the surface.
The fine microcell structure also lowers the number of broken or open cells that could let resin enter. ROHACELL sheets also have a naturally denser surface skin that reduces surface porosity. During curing, ROHACELL stays stable under heat and pressure, so it does not collapse or crack in a way that would create resin-rich zones or internal resin paths.
This controlled resin behavior brings several benefits:
- Lower overall component weight
- Better predictability for laminate weight and resin usage during design
- Improved surface finish, even with thin skins
- Reliable bonding (enough wetting for adhesion without flooding the core)
- Stable shear and compressive performance across the part
The RIMA grade, for example, was built to reduce resin absorption and can reach around 50 g/m² in typical infusion processes.
Recent Advances in ROHACELL Grades and Processing
ROHACELL grades have changed over time to match new applications and new processing needs. Early PMI foams such as ROHACELL XT were mainly aimed at autoclave processing, handling up to 180°C at 0.45 MPa (or higher after heat treatment). This remains important for certain aerospace prepreg cure cycles.
As more companies move to OOA processing, newer grades have been set up for these methods. RIMA is a good example: it targets very low resin uptake (around 50 g/m² in typical infusion) and strong dimensional stability under vacuum. This makes it useful for infusion-based parts in aerospace, automotive, and sporting goods.
For high-volume markets like automotive, ROHACRYL® is another major step. It uses newer acrylic chemistry, supports processing up to 120°C (enough for many automotive cure cycles), and offers competitive mechanical properties, including a shear modulus of 47 MPa. It also has low resin uptake (around 250 g/m²) and is recyclable, which helps with end-of-life requirements that are growing more strict.
Temperature capability is still a focus area. Standard grades often handle up to about 130°C, XT grades handle 180°C and can reach 240°C in pressureless post-cure, and heat-treated versions like XT-HT can operate at 190°C under pressure. Development continues as aerospace resin systems move above 180°C, and newer uses such as hypersonic and space systems demand better heat performance. PMI chemistry offers room for higher limits. Evonik is also investing a double-digit million Euro amount in a new production site in Darmstadt, Germany, to expand capacity and product range beyond current PMI structural foams.
Integration of ROHACELL Foam in Advanced Composite Manufacturing Processes
Using ROHACELL in modern composite production is about more than choosing a material. It also involves fitting the material into faster, more automated, and more cost-driven manufacturing systems.
High-Volume Production and Cost Considerations
Traditional PMI foam production used batch processes, which worked well for aerospace where volumes were low and performance could justify higher prices. High-volume markets like automotive need different economics. This has supported the development of grades like ROHACRYL®, which targets higher production volumes. Low resin uptake (around 250 g/m²) and heat stability that supports faster cure cycles can help cut cost per part and increase throughput.
Even when structural foam cores cost more upfront than older fillers, they can lower total lifecycle cost. In transport, lower mass leads to ongoing fuel savings or longer EV range. In manufacturing, ROHACELL’s closed-cell structure reduces resin use, and its heat stability reduces the risk of core collapse during high-temperature curing, which lowers scrap and rework. OEMs are also working to reduce raw material price swings by hedging and by moving to bio-based feedstocks where possible.
CNC Machining, Thermoforming, and 3D Printing Compatibility
Foam cores often need complex shapes. PMI foam thermoforming helps make these shapes with less subtractive machining, reducing waste and allowing shapes that are difficult with machining alone.
CNC machining still matters for tight tolerances and detailed features. Service providers such as Technology Marketing Inc. (TMI) offer net-shape machining for ROHACELL using high-precision five-axis CNC equipment, from first articles to complex geometries for both low and high volumes. Additive manufacturing (3D printing) of structural foams is also growing, cutting prototyping time by up to 30% and supporting complex shapes in composite robotics and aerospace parts. ROHACELL cores also work well with robotic handling and joining during assembly, which supports automated production lines.
Process Automation and Digital Quality Control
Automation and digital quality control are becoming a central part of composite production. AI is now starting to appear in PMI foam manufacturing itself. As noted earlier, CHEM-CRAFT’s patent application (P.453046, August 2025) describes an automated PMI plate production system using AI for real-time optimization and production forecasting. This may help reduce waste, tighten tolerances, and improve scheduling.
Digital tools are also used more in design to plan core placement and thickness, including variable-density core layouts. These designs reduce weight further than uniform cores, but they require materials that can be shaped and joined easily, which matches PMI foam strengths.
As Industry 4.0 adoption grows, these changes will likely speed up PMI foam use in projects where traceability, consistent quality, and reliable supply matter. Many OEMs also want suppliers that can hold tight tolerances, and foam-processing specialists can support this with services like multi-part RTM mold milling and precision horizontal cutting.
Emerging Applications and Markets for ROHACELL-Based Composites
ROHACELL foam cores are being used in more places because they solve common problems: lowering weight, controlling heat, and keeping structures strong.
Automotive and Transportation: Meeting Electrification Targets
Automotive is a major driver, representing close to 35% of high-performance foam use. Structural foams help reduce weight, improve noise/vibration performance, and add battery insulation for EVs. About 65% of EV makers in the U.S., and 68% globally, use engineered foam parts for battery thermal management and impact protection. Using materials like ROHACELL IG-F or XT in composite panels can cut up to 20 kg per vehicle platform, helping extend EV range.
EVs also need protection against thermal runaway. Elastomeric and silicone foams can act as thermal barriers and compression pads, while flame-retardant grades support long service life in rail and bus systems. Standards such as ANSI/CAN/UL 9540A:2025 and China’s GB38031-2025 require materials that can manage heat flow, maintain electrical isolation, and act as low-flammability barriers during faults. Improved foam thermal layers have shown up to a 15% increase in battery life.
Aerospace, Defense, and UAVs
Aerospace has long relied on PMI foams due to high stiffness-to-weight needs and strong heat stability. ROHACELL is used in fuselage sections, engine cowlings, and interior panels. ROHACELL HF is often chosen for radar antennas and radomes because its dielectric properties are close to air, which supports good signal performance.
Defense use includes UAV structures where low weight, durability, and heat stability support longer flights and better reliability. Some defense programs are also looking at FST-compliant foams for hydrogen storage parts that can handle extreme thermal cycling. UAM vehicles (including eVTOLs) are a strong growth area for similar reasons: battery limits make weight savings even more important. Autonomous delivery systems and space launch vehicles also benefit from lower mass for better performance.
Wind Energy and Renewable Infrastructure
Wind energy is another growing area for ROHACELL-based composites. Large turbine blades need a strong stiffness-to-weight ratio to capture more energy and last longer. Manufacturers such as DIAB Group offer custom thickness foams for these needs.
Construction is also a major user (about 34% share for high-performance foams). High-density rigid foams help meet energy targets, raising thermal resistance by up to 45% compared to older materials and cutting HVAC energy use by close to 30%. More than 48% of contractors in North America and Europe now use prefabricated, precision-milled insulated panels. This modular approach can cut project time by around 25% and reduce material waste by 20%.
Electronics, Robotics, and Advanced Manufacturing
Electronics often needs careful heat and dielectric control. In Asia-Pacific, EV battery plants have raised their use of thermal barrier foams by over 40% since 2023 to meet short-circuit isolation rules. Polyimide micro-cellular foams are also helping high-performance computing with very low dielectric constants for AI server clusters, supporting faster data transfer and lower signal loss. Crosslinked polyolefin versions allow very thin parts for EMC shielding and ADAS sensor housings.
Robotics and advanced manufacturing also benefit from lightweight, durable structures. ROHACELL is a good match for composite robotic parts where lower mass improves movement and energy use. Advanced prosthetics also benefit because lower weight improves comfort while keeping strength.
New Frontiers: Hydrogen Storage, Cryogenic Insulation, and Antenna PCBs
Further out, ROHACELL may support even tougher applications. Liquid hydrogen (LH₂) storage for aviation needs materials that can handle cryogenic temperatures down to -253°C. Optimized closed-cell foam networks can provide about 70-85% thermal-protection efficiency to reduce LH₂ boil-off.
Precision RF parts, including antenna PCBs, continue to use ROHACELL (especially HF) due to stable dimensions and dielectric behavior close to air. ROHACELL is also being explored for lightweight industrial tooling, where its strength and processing compatibility can be valuable. These areas show how PMI foam development continues to open new uses.
Sustainability and Lifecycle Benefits of ROHACELL Foam Core Composites
Sustainability is now part of most material decisions. ROHACELL foam core composites can help address environmental goals across production, use, and end-of-life.
Bio-Based, Recyclable, and Circular Foam Solutions
Foam producers are working on cleaner production and better end-of-life options. This includes bio-based materials, recyclable grades, and circular recovery systems. Some newer materials in the ROHACELL family, such as ROHACRYL®, were created to be recyclable, giving a clearer path for recovery at end-of-life.
Polymer chemistry improvements are also raising the renewable content of some foam systems. Bio-based polyurethane formulations can now include up to 50% renewable feedstocks and cut production emissions by about 35%. Many manufacturers are investing in thermoplastic foam options aimed at closed-loop recovery, with over 45% committing to this direction. Mono-material recyclable foams and chemical recycling systems for expanded polymers are also pushing composites closer to a workable circular model, where more material is recovered instead of discarded.
Reduced Environmental Impact Compared to Traditional Core Materials
The largest environmental gain from lightweight cores often happens during the use phase. Lighter vehicles and aircraft burn less fuel or travel farther on the same battery capacity, lowering lifetime emissions.
ROHACELL production has also improved over time, with less waste and lower energy use in newer facilities that use closed-loop systems to reuse process materials. ROHACELL also supports longer product life by enabling strong, durable composite structures. Longer-lasting parts mean fewer replacements, which reduces manufacturing, transport, and disposal impacts over time.
Meeting Regulatory and Environmental Standards Across Regions
Regulations are pushing materials to be safer, cleaner, and easier to recover at end-of-life. ROHACELL composites can be developed to meet these requirements across regions. Rules like European PFAS limits, China’s GB38031-2025 EV standards, and Zero-Emission Building (ZEB) targets all push ongoing R&D so materials meet emissions and toxicity rules without losing mechanical performance.
Europe (about 28% of the high-performance foam market) is pushing low-carbon, recyclable structural foams through programs like the Clean Industrial Deal and EPBD updates. Over 60% of European construction projects now use high-performance insulation, and some manufacturers report up to a 20% increase in recyclable foam output to meet net-zero building targets. North America (about 36% market share) leads in aerospace and EV battery development, supported by federal funding such as a USD 670.6 million DOE loan for aerogel EV battery foams. Recyclable and bio-based ROHACELL grades match these global directions and support OEMs that want more sustainable products.
Challenges and Considerations for OEMs Using ROHACELL Foam Core
ROHACELL foam cores offer strong benefits, but OEMs still need to manage practical issues so they get the best results in production and performance.
Balancing Cost, Supply Chain Stability, and Performance
OEMs often have to balance material cost, supply stability, and performance. Petrochemical feedstocks can have large price swings, sometimes raising costs by up to 20% per year. Many OEMs reduce risk by hedging and by moving to bio-based feedstocks where it makes sense.
Structural foam cores can cost more upfront than lower-performance fillers, but the total cost over product life can be lower. Savings can come from fuel or energy savings due to lower weight, reduced resin use because of closed-cell structure, and fewer rejected parts because the foam holds its shape during curing.
Supply stability also matters because these are specialized materials. Producers are investing in capacity, such as Evonik’s new production site in Darmstadt, Germany, to meet growing demand and maintain consistent quality for markets like aerospace and automotive.
Quality and Certification Requirements for Structural Applications
Structural uses in aerospace, defense, and medical sectors have strict quality and certification needs. This drives ongoing development so foam formulations meet emission, toxicity, and end-of-life rules without losing strength. Compliance programs tied to PFAS limits, GB38031-2025, and ZEB targets can add more requirements to material selection.
Processing reliability also becomes harder as composite use grows. OEMs need tight tolerances to avoid manufacturing defects and delays. Working with foam-processing specialists, such as CHEM-CRAFT, can provide access to services like multi-part RTM mold milling and precision horizontal cutting, helping reduce internal bottlenecks. Certifications such as ISO, ASTM, and specific aerospace or wind-energy approvals are often required. ROHACELL is often chosen where resin control affects final performance and certification results.
Looking Ahead: Innovations Shaping the Future of Composite Manufacturing
ROHACELL foam core technology is still moving forward. New materials, smarter production, and new markets will keep changing how composite parts are designed and built.
Future Material Developments and Multifunctional Core Technologies
R&D keeps pushing structural foam performance limits. Hybrid ceramic and polyimide foams are setting stronger targets for thermal runaway containment, which matters for EV safety and other energy-dense systems. Aircraft designs are also changing, and newer high-damping structural foams are being developed to reduce low-frequency noise while still carrying loads.
Nanocellular foams, with cell sizes below 100 nm, have shown up to a 40% improvement in thermal insulation, creating new options for heat control. Future core materials are also moving toward multi-function designs, where the core does more than fill space. These foams may combine structural support, heat insulation, sound damping, and even sensing features in one material. PMI chemistry has strong heat stability, which supports further progress for higher-temperature resin systems and harsher service environments.
Digitalization and Intelligent Composite Fabrication
Digital systems will strongly shape composite manufacturing. AI and machine learning are moving from design support into production control. AI-based optimization and automated production can raise manufacturing efficiency by about 20% and cut waste by up to 15%. This leads to tighter tolerances, less variation, and faster response when schedules change.
Additive manufacturing of structural foams is also improving, reducing prototype time and allowing complex shapes for robotics and aerospace parts. Digital tools will keep improving for core placement and variable-density design, pushing weight reduction even further. As Industry 4.0 becomes standard, these changes will help PMI foam cores fit into automated production lines with higher precision.
Expanding ROHACELL Adoption Across New Sectors
Demand for high-performance foams is expected to keep rising across regions. Asia-Pacific is expected to grow at a 6.8% CAGR through 2033 and represent about 26% of the market, driven by automotive and electronics production in China, India, and Japan. North America remains the largest by volume, with strong aerospace and EV battery activity, and is projected to reach USD 950 Million by 2033. Europe (28% share) will continue to push low-carbon and recyclable structural foams due to strict environmental rules.
PMI foam technology is in a strong position for these needs, especially as UAM vehicles, autonomous delivery systems, and advanced prosthetics move from prototypes into full production. With proven performance and ongoing improvements in materials and processing, ROHACELL is likely to see wider use in new markets and deeper use in current ones.
Looking Ahead: Innovations Shaping the Future of Composite Manufacturing
Looking ahead, composite manufacturing with ROHACELL is set for steady progress, shaped by major changes in both materials and production. The coming years will likely bring deeper links between material development and manufacturing methods, where progress in one area quickly drives progress in the other.
Future ROHACELL foam cores may offer far more customization and more built-in functions. Foam cores may provide structural support and thermal insulation while also adding sensing, self-repair features, or even energy collection in some systems. These “smarter” materials could support complex products such as autonomous vehicles and new space platforms. Work on extreme environments, like -253°C for liquid hydrogen storage or very high temperatures in hypersonic flight, will push PMI foam performance further than before.
Sustainability goals will also increase. “Design for sustainability” is likely to become a standard part of material and process decisions. This will include more recyclable grades and new bio-based chemistries that perform as well as, or better than, petroleum-based options. Full lifecycle planning-from raw materials to recovery-will be more common, with stronger focus on lowering environmental impact. Digital production systems using AI and advanced data tools will also speed up manufacturing and support predictive maintenance and real-time quality checks, turning factories into more flexible, self-improving systems. This mix of material innovation, digital manufacturing, and environmental focus will shape the next phase of composites, keeping ROHACELL foam core technology as a key option for lightweight, high-performance structures.

Passionate about grammar, language devices, and writing tips, I help writers improve their skills. At boromags.com, I share insights on plural nouns, sentence structure, and clarity. My goal is to make writing easy, engaging, and error-free for everyone.








